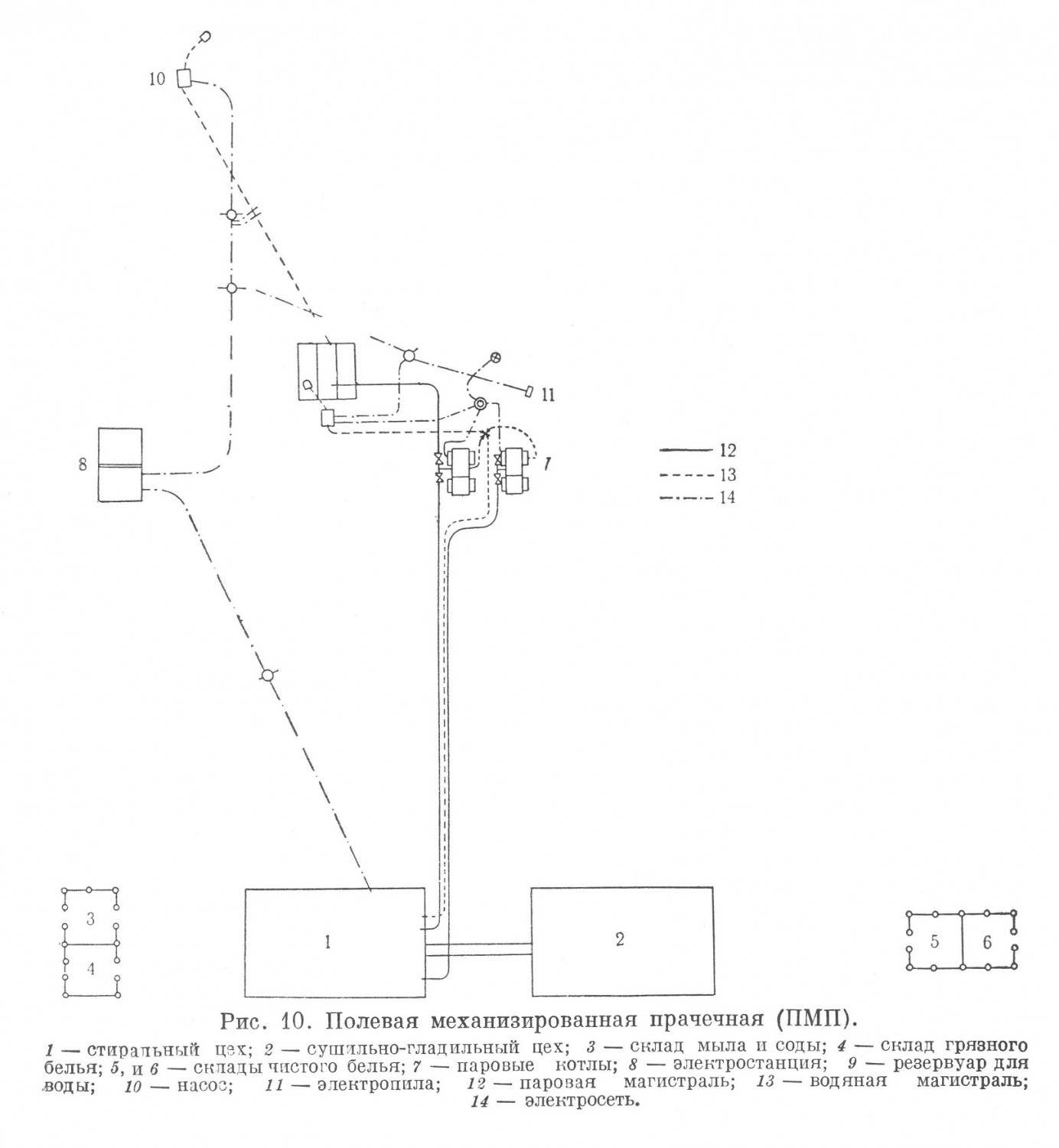
В Великую Отечественную войну значительная часть выстиранного войскового белья приходилась на долю полевых прачечных отрядов. Наряду с полевыми прачечными отрядами, в эксплуатации находились и механизированные полевые прачечные, основное оборудование которых смонтировано на двухосных автоприцепах, буксируемых автомашинами. План развернутой механизированной полевой прачечной представлен на рис. 10. Основное производственное оборудование механизированной полевой прачечной сосредоточено в двух цехах: стиральном и сушильно-ремонтном, размещенных в палатках и сообщающихся между собой посредством специального тамбура. Склады грязного и чистого белья: размещены также в палатках. В палатках же размещался и личный состав прачечной, если для этого нельзя было использовать местные помещения.
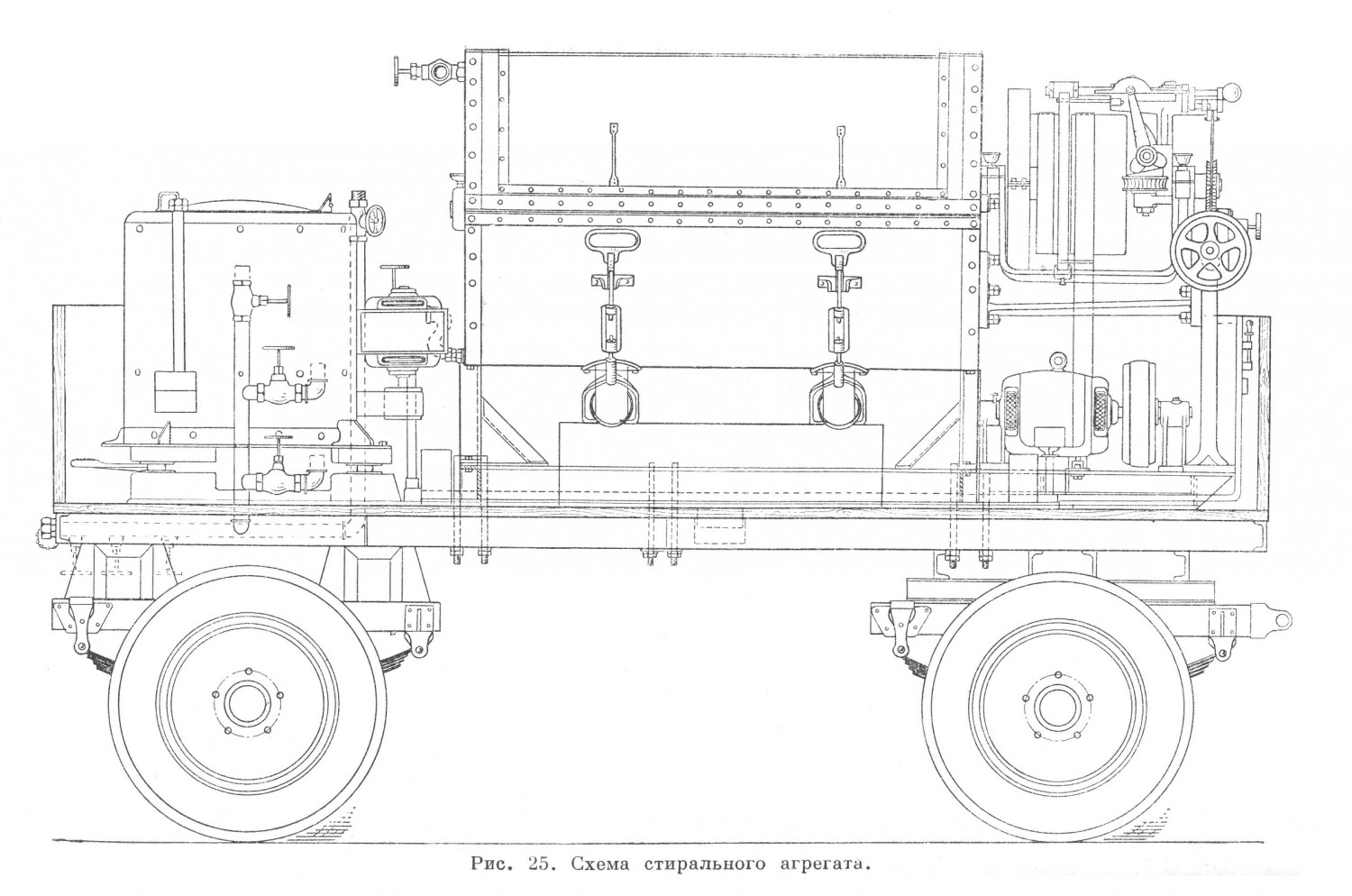
Вспомогательное оборудование механизированной полевой прачечной составляют: паровые котлы, электростанция, насосы и резервуары для воды, изготовленные из прорезиненной ткани. Все основное и вспомогательное оборудование прачечной перевозилось на двухосных автоприцепах и автомашинах. Наиболее тяжелое оборудование (стиральные машины, центрифуги, паровые котлы, электростанции) смонтировано на прицепах стационарно. Автомобили служили также для перевозки обменного фонда белья и личного состава прачечной. Таким образом, механизированная полевая прачечная представляла собой подвижное учреждение, которое могло быть перебазировано своим ходом в любое место, где имелись проезжие для автотранспорта дороги. Подготовительные операции — прием и сортировка белья — производились на складе грязного белья. На обязанности обслуживающего- персонала этого склада лежала доставка белья в стиральный цех. Стиральный цех являлся основным цехом механизированной полевой прачечной. Здесь производилось бучение, стирка, полоскание и отжим белья. Все операции проводились механически. Цех оборудован двумя стиральными агрегатами, двумя бучильниками и несколькими резервуарами для замачивания белья. Стиральный агрегат (рис. 25) представляет собой двухосный автоприцеп, на платформе которого жестко закреплены: стиральная машина емкостью на 80 кг белья и две центрифуги емкостью по 12 кг каждая. Непосредственно над стиральной машиной во время работы устанавливались два напорных бака: один для холодной, другой — для горячей воды. Вода в баки подавалась насосом. Подогрев ее производился паром, поступавшим из котлов. Вода из баков расходовалась в случае перерывов в работе насоса. Рессоры и шины колес прицепа на стоянке разгружались специальными домкратами.
Стиральная машина состоит из наружного неподвижного барабана, опирающегося на станину, внутреннего вращающегося барабана и приводного реверсивного механизма с электромотором. Наружный барабан ограждая собой внутренний барабан, являлся одновременно резервуаром для воды, нагреваемой острым паром. Внутренний оцинкованный барабан, служит для загрузки белья, имеет перфорированную поверхность и снабжен двустворчатой дверкой, запираемой во время работы. Возвратно-вращательное движение барабана (по 7 оборотов в минуту в каждую сторону) производится с помощью реверсивного механизма. Для стирки белья в стиральной машине был установлен следующий режим: полоскание в течение 5 — 7 минут в холодной воде, полоскание в течение такого же времени в теплой воде (30°), стирка в кипящем мыльно-содовом растворе в течение 40 — 50 минут, полоскание в чистой горячей воде (70°) в течение 5 — 7 минут и, наконец, полоскание в теплой и холодной воде в течение 5 — 7 минут. Весь процесс стирки, включая и подсобные операции, занимал 70 — 90 минут. Таким образом, за 10-часовую смену одна стиральная машина была способна выстирать около 500 кг белья. Исходя из этого расчета, суточная производительность стирального цеха при двухсменной работе составляла около 2 т белья. Бучильники емкостью 40 л каждый, служили для обеззараживания белья, поступавшего от инфекционных больных, а также для обработки сильно загрязненного белья — портянки и т. д. Крышки их закрываются герметически. Нагрев воды производился паром через змеевики, расположенные на дне бучильников. Выстиранное белье загружали в центрифуги для отжима. Загрузка, отжим и выгрузка белья занимали 15 — 20 минут. Отжатое белье укладывалось на ленточный транспортер, смонтированный в тамбуре, соединявшем стиральный цех с сушильно-ремонтным. Сушильно-ремонтный цех был оборудован съемными паровыми радиаторами, изготовленными из труб, двумя механическими грузовыми катками, двумя ножными швейными машинами для ремонта белья и столами для разборки, ручного глажения и укладки белья. Грузовой каток представляет собой стол, на котором располагаются валики, прижимаемые к его поверхности ящиком с грузом (вода, песок). Попеременные в двух направлениях движения ящика производятся с помощью мотора через посредство ременной передачи. Валики с намотанным на них бельем закладываются и вынимаются в момент остановки ящика, в крайнем положении. Производительность катка составляла около 500 кг белья в смену. Из сушильно-ремонтного цеха высушенное и выглаженное белье поступало на склад чистого белья, где и производилась выдача его войсковым частям. Источником электроснабжения механизированной полевой прачечной служили смонтированные на прицепах две электростанции мощностью 12 кВ. каждая. Для снабжения паром стиральных машин, радиаторов и других механизмов служили котлы локомобильного типа, переведенные на автоход. Эти котлы, рассчитанные на рабочее давление пара в 14 кг/см2, имеют поверхность нагрева 9,5 м2. Котлы были приспособлены для работы на твердом и жидком топливе. Для подвода пара от котлов к механизмам использовались резиново-тканевые паропроводные рукава. Водоснабжение механизированной полевой прачечной, как и электро- и пароснабжение, было централизовано. Холодная вода забиралась из естественных водоемов центробежным насосом, приводимым в движение электромотором, и нагнеталась в резервуары из прорезиненной ткани. Отсюда другим насосом вода перекачивалась непосредственно к потребителям: резервуарам для замачивания белья, бучильникам, стиральным машинам, а также к паровым котлам. Расход воды на каждый выстиранный килограмм белья составлял около 50 л; поэтому источник водоснабжения (река, пруд, озеро), на берегу которого развертывалась прачечная, должен был иметь достаточный дебит. Среднесуточная производительность прачечной составляла от 2000 до 2200 кг белья, достигая в отдельные дни 3360 кг. По своей производительности механизированные полевые прачечные лишь несколько уступали мощным гарнизонным прачечным. В процессе эксплуатации полевой механизированной прачечной были выявлены следующие недостатки. Основное оборудование сложно, тяжело и громоздко. Для перевозки его требуется большое количество транспортных средств. Оборудование в большинстве своем является съемным, что вызывает огромную затрату времени на развертывание и свертывание прачечной. Слишком сложна система коммуникаций (водо-паро-электропроводов). Паровые котлы локомобильного типа тяжелы, громоздки, сложны и трудоемки в обслуживании; срок разогрева их составляет 1,5 — 2 часа в летнее время. Стиральная машина недостаточно надежна в работе и расположена слишком высоко над полом прицепа. Трубчатые сушила типа «Бонен» громоздки, тяжелы, не эффективны и не обеспечены полным стоком воды, что зимой приводит к разрыву труб. Грузовой каток не обеспечивает требуемого качества глажения белья и, как все другое оборудование, тяжел и громоздок. Мощность электростанции типа КЭС-12-36 недостаточна для удовлетворения всех потребителей. Открытые, незащищенные моторы в стиральном цехе быстро выходят из строя. Опыт промышленного изготовления табельных санитарно-технических средств за 4 года Великой Отечественной войны весьма поучителен и его нельзя не учитывать в будущем. Опыт изготовления должны учесть организаторы заготовок, работники контрольно-приемного аппарата, конструкторы и сама промышленность. Прежде всего надлежит учесть опыт Великой Отечественной войны в отношении размещения заказов на табельные санитарно-технические средства. Довоенная практика размещения заказов, когда ориентировались на мощные машиностроительные предприятия союзного значения, была отвергнута в самом начале Великой Отечественной войны. Эти предприятия, имеющие первоклассное оборудование, высококвалифицированные кадры рабочих, мастеров и инженеров, в интересах государства нецелесообразно загружать изготовлением относительно несложной санитарной техникой даже в мирное время. В первые же дни войны машиностроительные предприятия немедленно были переключены на изготовление боевой техники, которая, ввиду своей сложности, не всегда по силам предприятиям республиканской промышленности. Изготовление санитарной техники на союзных заводах прекратилось, и военно-медицинской службе пришлось ориентироваться на новую промышленную базу. При этом опыт крупных промышленных предприятий по освоению и серийному изготовлению санитарной техники в мелких предприятиях использовать было почти невозможно, ибо то, что легко удавалось крупным заводам, не удавалось или удавалось с большим трудом мелким заводам. В качестве примера можно привести авто душевую установку АД, изготовление которой не удалось разместить во время войны, хотя до войны она и была освоена тремя союзными заводами. Следовательно, сточки зрения использования довоенного опыта по изготовлению табельных санитарно-технических средств предприятия союзного значения как временные предприятия менее целесообразны. Справилась ли республиканская промышленность с возложенной на нее обязанностью по освоению и выпуску санитарной техники? Да, справилась. Образцы были освоены в кратчайшие сроки и притом нельзя забывать в наиболее тяжелый период войны (1942). Здесь, конечно, решающее значение сыграла мобилизация нашей промышленности, проведенная по призыву партии и правительства. Без этого, конечно, не удалось бы изготовить такое большое количество санитарно-технических средств, какое имела военно-медицинская служба. Почти для всех выделенных предприятий во время войны освоение санитарной техники было новым делом. От каждого вновь выделенного предприятия требовалось изготовить нужное количество качественных и комплектных установок с наименьшей затратой материалов, средств и рабочей силы. Сочетать все эти требования в условиях военного времени было нелегкой задачей и нужно признать, что количество заказанной санитарной техники выполнялось, как правило, в срок. Хуже дело обстояло в отношении качества. Качество изготовления, безусловно, могло бы быть выше, если бы было уделено больше внимания «мелочам». Здесь в первую очередь следует указать на арматуру котлов, вспомогательное оборудование установок, принадлежности и т. д., которые приобретались или изготовлялись на самом предприятии без должного соблюдения технических требований. Говоря об арматуре, нельзя не отметить, что предприятия, ее получавшие, испытывали большие перебои. Опыт Великой Отечественной войны показал, что установленный порядок освоения новых видов табельных санитарно-технических средств, когда вначале изготовляется головной образец, является совершенно правильным. При умелой организации производства изготовление головного образца не задерживает выполнения всей заказанной партии. В то же время такой порядок освоения санитарной техники является лишней проверкой подготовленности предприятия к серийному выпуску. Во время Великой Отечественной войны предприятия находились в затруднительном положении также в отношении материалов, энергии и квалифицированной рабочей силы. Дефицитными материалами оказывались: древесина твердых пород, фанера, бронза, цельнотянутые трубы, резинотканевые рукава и др. Поэтому уже в первые месяцы Великой Отечественной войны промышленность выдвинула вопрос о замене указанных материалов общедоступными или о значительном сокращении их. Нехватка квалифицированной рабочей силы и ограниченные энергетические ресурсы предприятий заставили неоднократно пересматривать конструкции санитарно-технических установок в сторону всемерного их упрощения и снижения технических требований. Все это, конечно, не могло не отразиться на качестве выпускаемой продукции. Качество особенно было снижено на тех предприятиях, где отсутствовали постоянные представители контрольно- приемного аппарата ГВМУ. Опыт войны показал, что полагаться на один заводской контроль, осуществляемый ОТК, никак нельзя. Однако и контроль со стороны военпредов не всегда был достаточен. Большую роль в количественном и качественном выполнении заказов играла организация технологического процесса, предусматривающего механизацию наиболее трудоемких работ. Там, где технологический процесс был разработан от начала до конца и массовые операции были механизированы, работа цехов проходила слаженно, заказы выполнялись в срок и продукция была должного качества. Существенное влияние на качество изготовляемой табельной санитарной техники оказывало то положение, что многие предприятия вынуждены были изготовлять у себя все основное оборудование, а некоторые даже арматуру, хотя для этого они и не были оснащены оборудованием и не обеспечены квалифицированными кадрами. Заводу, имеющему котельный профиль, легко было осваивать и изготовлять серийно котлы и весьма трудно было изготовлять камеры и, наоборот, авто кузовному заводу ничего не стоило переключиться на изготовление камер, но чрезвычайно трудно удавалось освоение котлов. Специализация отдельных заводов в изготовлении наиболее сложных элементов санитарно-технического оборудования (соответственно их профилю) в будущем должна привести к более рациональному использованию промышленной базы, выделенной для военно- медицинской службы. Специализация в первую очередь должна быть проведена в изготовлении паровых котлов, арматуры и вспомогательного оборудования. Специализация потребует, конечно, слаженности в работе смежных заводов. Если рассматривать отдельные санитарно-технические установки с точки зрения производственных возможностей, то опыт войны говорит о следующем. Авто душевая установка АД по своей конструкции слишком сложна, и с изготовлением ее в нужных количествах выделенные предприятия местной промышленности не справились бы. Даже такой завод, как автозавод имени И. В. Сталина в Москве, изъявивший желание в порядке шефства изготовлять эту установку (в начале 1942 г.), вынужден был отказаться, ознакомившись детально с чертежами. Наибольшую трудность в изготовлении АД составляет коробка отбора мощности, механизм для привода насоса и сам насос. Душевые установки пароэлеваторного типа, имеющие простое вспомогательное оборудование, оказались более простыми в изготовлении. Все же при отсутствии соответствующего оборудования изготовление сферических крышек коллекторов конвективного пучка котла и отбортованных днищ барабана, а также сборка топочной камеры, к которой предъявлено требование герметичности, на заводах вызывали затруднения. Вварка труб в решетки конвективного пучка, хотя и была трудоемка, но особых трудностей не встречала. Изготовление парового котла горизонтально-водотрубного типа для дезинфекционной установки ДКП на заводах, не специализированных в этой области, встретило большие трудности. Завод, изготовив первые образцы, поставил вопрос о замене горизонтально-водотрубного котла другим, более простым котлом (змеевиково-водотрубным котлом системы Рябова). Дезинфекционная камера АПК изготовлялась в начале войны с котлом прямоточного типа, в конце — с котлом змеевиково-водотрубного типа системы Рябова. От изготовления котла горизонтально-водотрубного типа, которым предполагали оборудовать камеру, заводы отказались. Наибольшие затруднения заводы испытывали при изготовлении внутренней обшивки камеры, которая должна быть герметичной. Прачечное оборудование в годы войны изготовлялось предприятиями местной промышленности республиканского и областного значения, а также артелями промкооперации. Эти предприятия в большинстве своем представляли небольшие кустарные мастерские. Квалифицированной рабочей силой и материалами требуемого качества они не были обеспечены. Надлежащий технический контроль за работой отсутствовал. Отсюда качество изготовления полумеханизированного прачечного оборудования было чрезвычайно низкое, что не могло не отразиться на его эксплуатационных свойствах. Подводя итоги сказанному, можно сделать следующие выводы по опыту изготовления табельной санитарной техники во время Великой Отечественной войны: 1. Изготовление табельной санитарной техники в мирное время должно быть ориентировано на предприятия медицинской промышленности и предприятия республиканской промышленности. 2. Выделенные предприятия должны быть специализированы по видам изготовляемого санитарно-технического оборудования. Специализация в первую очередь должна быть осуществлена в отношении паровых котлов, арматуры и вспомогательного оборудования. 3. При освоении новых видов табельной санитарной техники необходимо придерживаться существующего порядка, когда обязательным требованием является предварительное изготовление головного образца. 4. Всемерная простота конструкций с соблюдением основных технических требований служит залогом удовлетворительного качества изготовления. Особое внимание должно быть уделено «мелким» узлам и деталям, от качества изготовления которых зависит работоспособность санитарно-технических установок. При конструировании новых и усовершенствовании существующих санитарно-технических установок необходимо иметь в виду дефицитность некоторых материалов (древесина твердых пород, фанера, цельнотянутые трубы, бронза и др.) в военное время. 5. Контроль за качеством изготовления должен быть усилен. Опыт эксплуатации табельных санитарно-технических средств в Великую Отечественную войну позволяет сделать следующее: 1. Для более широкого охвата обеспечиваемых частей и медицинских учреждений, а также более эффективного использования технических средств медицинская служба Советской Армии должна быть оснащена комбинированными дезинфекционно-душевыми установками, имеющими один общий паровой котел, камеру и душевое устройство. 2. Передвижная база для монтажа оборудования санитарно-технических установок должна быть пересмотрена в сторону повышения ее мобильности и возможности буксирования прицепов. 3. Крепление котлов и всего прочего оборудования, особенно в санитарно-технических установках, смонтированных на одноосных автоприцепах, должно быть усилено. При наличии любого крепления и любой жесткости рамы ходовой части соединение парового котла с камерой не должно быть жестким. 4. Паровые котлы, применяемые в передвижных санитарно-технических установках для генерации пара, должны быть пересмотрены с целью выбора наиболее рационального типа, а среди последнего — наиболее рациональной конструкции. Особое внимание должно быть обращено на устойчивость давления пара и надежность работы отдельных элементов и всего котла в целом. 5. Надежность и безопасность работы пароэлеваторного душевого устройства должны быть повышены. 6. Камерная дезинсекция и дезинфекция военного обмундирования паро-воздушной смесью в практической работе оправдали себя полностью. Однако сроки камерной обработки должны быть сокращены за счет времени, необходимого для прогревания одежды. 7. Полумеханизированное прачечное оборудование, составлявшее оснащение ППО, не оправдало себя в эксплуатации. 8. Качество изготовления табельной санитарной техники должно быть значительно улучшено. 9. Технические недостатки, отмеченные выше, должны быть учтены при усовершенствовании существующих и разработке новых установок. | |
|
| |
| Просмотров: 1088 | | |